





产品别名 |
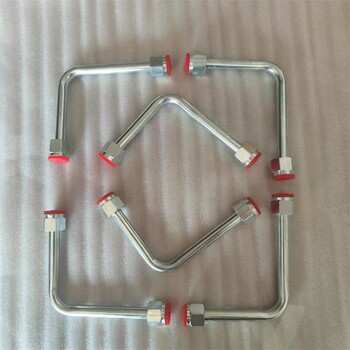
液压钢管,液压硬钢,液压管路 |
面向地区 |
全国 |
加工产品范围 |
液压机械设备 |
加工方式 |
来样加工 |
工件材质 |
不锈钢 |
近期浏览








