产品别名 |
玻璃钢模压模具 |
面向地区 |
全国 |
“原模,基模,阳模”有时是可互换使用的。由于近来科技进步,CNC数控镂铣机中,基模通常可以用来描述用单一材料或同类型材料制成的原模。相对而言,阳模用以描述各种材料手工制作的原模。基模和阳模都不是特别,且仅适合生产一个或者少量模具。当要求生产两个或更多玻璃钢模具来满足生产要求时,需用一个原模来加工这些生产模具。
C为片状增强型热塑性材料,通常用于大的制品,而此类制品需要大的强度。
BMC材料为团状,富含短纤维,有着优良的机械性能,低收缩,并且颜色稳定。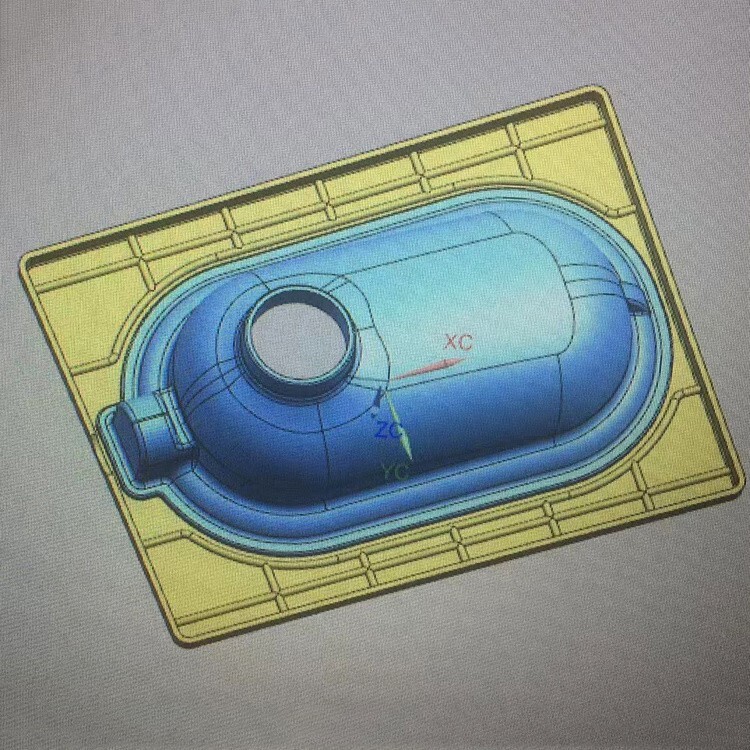
玻璃钢成型模具制造特点如下:
一、压缩模的型腔和型芯尺寸是由塑件所要求的形状和尺寸精度决定的。由于模具是在加热(60℃-150℃)状态下工作的,故加热时尺寸会胀大,而型腔冷却后,尺寸又会收缩,反复交替,故在制造压缩模时,除按图样尺寸精心加工与制造外,还应当把型腔和型芯的磨损及上述热胀冷缩因素考虑进去,以使模具长期使用时,能确定制品质量。
二、在制造压缩模时,其型芯与型腔应配合加工。经配合加工后,可用石蜡或橡皮泥边修边试修整加工。待检验合格后,再淬硬及修磨。
三、为了便于取出制品,型腔与型芯应该加工出出模斜度。
四、压缩模的上模与下模的位置精度,一般是由导柱、导套导向来确定的。在加工时,导柱、导套安装孔位应一致,配合间隙应适当。成形孔、嵌件孔、型芯固定板上的型芯孔等均应与导柱、导套孔保持相应的位置精度,以使模具装配后,运动灵活。
五、压缩模的成形零件应进行抛光和镀铬,使其表面粗糙度达到0.20μm以上。