产品别名 |
圆管立柱焊接 |
面向地区 |
全国 |
前期准备
(1)了解图纸要求、工具零件质量。
(2)重复审核组装好的钢管节点或构件整体规格是否符合图纸要求,焊材、焊接坡口是否符合图纸及工艺标准的质量要求。
(3)检查作业所需的设备、工具、电气源等是否。
(4)注意焊接的区域环境:
①环境温度:作业环境温度-10度
②环境湿度要大于90%
焊接环境温度低于0度,且不低于-10度时,应将组拼缝焊接区各方向大于或等于二倍钢板厚度且不小于100mm范围内的母材,加热到20度以上后方可施焊;当母材低预热温度20度时应按较高预热温度进行预热。
件焊接完成后,用扁铲和打磨机对钢构件表面的毛刺、焊接飞溅、不良焊缝外观等进行处理,如有不良缺陷应进行修补。焊缝完全冷却且达到无损检测条件后,对全熔透焊缝进行无损检测;如检测存在超标缺陷时可采用气刨或打磨机清除缺陷并补焊。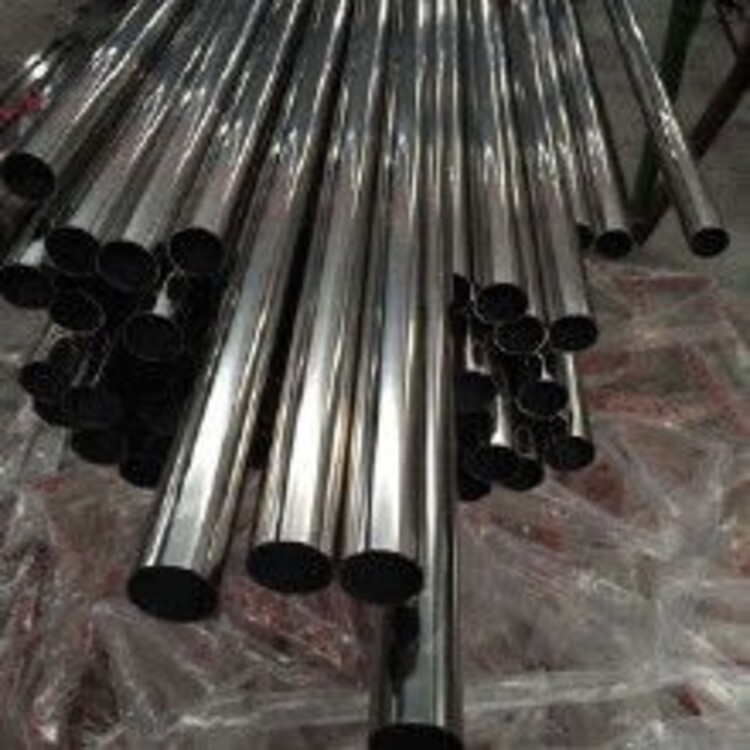
毛刺是在焊接状态下加热到熔化状态的电流,受压辊横向压缩时的压缩力的影响,多余的金属和氧化物会在焊缝上部积累,在外表面形成毛刺。除了重力,其他多余的金属和氧化物也会沿着钢管的轴线向内凹陷,形成内部毛刺。
八字形运条法
采用这种运条方法焊接时,焊条末端连做八字形运动,并不断前移。这种运条方法的点是能焊缝边缘得到充分加热,熔化均匀,焊透,它适用于厚板有坡口的对接焊缝;如焊两个厚度不同的焊件时,焊条应在厚度大的一侧多停留一会,以加热均匀,并充分熔化,使焊缝成形良好。
在焊接受力比较大的钢构件时,承重比较大,板材比较厚,一定要从下往上焊接。从下往上焊接,熔池比较深,能融合的更好。如果厚件从上往下焊,熔池比较浅,只能焊薄薄的一层,不能受力。综上对于立焊来说,如果焊接薄件可以从上往下焊,也可以从下往上焊,而对于焊接比较厚的钢构件时,一定从下往上焊。
随着现在社会的稳步发展,人们的生活水平和经济收入也有了显著的提高,因此现在的人们可以在满足衣食住行之外追求更多更美好的东西,因此现在有非常多的商场对于自己室内的装饰或装修要求都很高,因此人们对于室内的每一个细节都是有着严格要求的。对于很多商场来说楼梯的装修是一个非常伤脑筋的事情,因为楼梯属于一个比较危险的区域,对于安全和美感的兼顾有时候是比较难的,人们对于使用何种材料来作为楼梯栏杆并不是非常的了解,其实选择不锈钢立柱就是一个非常好的选择。
在不锈钢立柱身上拥有非常多的优点,要提到的自然就是它所使用的材料,不锈钢立柱使用的主要材料就是钢板,通过超的切割设备将钢板切割成立柱的形状,因此对于不锈钢立柱来说是非常坚固的,能够很好的人们的安全。
不锈钢立柱的款式非常之多,因为不锈钢立柱的制作是由钢板通过超的切割设备切割而成,因此不锈钢立柱可以切割形成不一样的形状与款式,常见的几种款式有管型立柱、扁型立柱以及异型立柱等类型,这是根据不锈钢立柱的柱身形状而划分的,不同款式的立柱有着不一样的特点与美感,因此消费者们可以根据自己的审美进行相对应的挑选,一定可以让消费者们找到满意的不锈钢立柱。