关键词 |
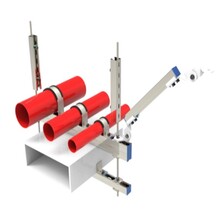
哪里有圆管立柱焊接,圆管立柱焊接厂家,长沙圆管立柱焊接,圆管立柱焊接厂家 |
面向地区 |
全国 |
件焊接完成后,用扁铲和打磨机对钢构件表面的毛刺、焊接飞溅、不良焊缝外观等进行处理,如有不良缺陷应进行修补。焊缝完全冷却且达到无损检测条件后,对全熔透焊缝进行无损检测;如检测存在超标缺陷时可采用气刨或打磨机清除缺陷并补焊。
立焊从上往下焊称为倒流焊,通常我们焊接时是从下往上焊,但是当焊接薄件的时候有些焊工喜欢从上往下焊。其实,通常情况下对于立焊并没有强制性要求焊接的方向。只有特定焊接工艺才会做出规定。所以说,立焊从上往下焊可以,从下往上焊也可以。从上往下焊的这种方式对于焊接薄件是非常实用的,薄件相对来说受力不大,如果从下往上焊,因为母材比较薄,熔池温度很难控制,铁水很容易下坠特别不好看,也容易焊出窟窿,影响成型外观。
在焊接受力比较大的钢构件时,承重比较大,板材比较厚,一定要从下往上焊接。从下往上焊接,熔池比较深,能融合的更好。如果厚件从上往下焊,熔池比较浅,只能焊薄薄的一层,不能受力。综上对于立焊来说,如果焊接薄件可以从上往下焊,也可以从下往上焊,而对于焊接比较厚的钢构件时,一定从下往上焊。

全国圆管立柱焊接热销信息