产品别名 |
超精密端面减薄磨床 |
面向地区 |
精密平面磨床也称冈野平面磨床、精密磨床、鼎野平面磨床、翔鹰平面磨床、小磨麻、手动磨床、宝成平面磨床、手揺磨床。,大型磨床精度可达0.02,小型磨床精度可达0.001。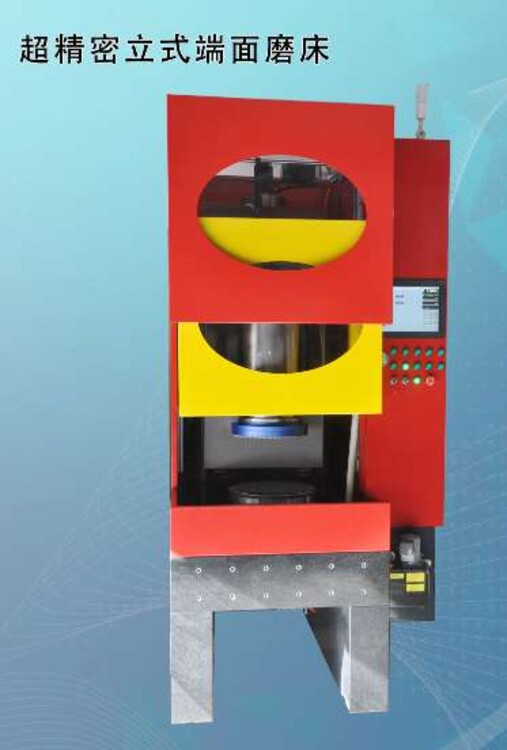
精密平面磨床可磨削各种平面和复杂成型面,适用于不需要机动进刀的磨削加工,主轴采用P4级精密滚动轴承、迷宫密封,防水防尘性能好,运动平稳、精度高。纵向采用滚珠钢导轨,操作轻便灵活,立柱采用大跨距形导轨,钢性好,稳定性高。整机采用手动油泵集中润滑。
标准机械加工所使用磨床,砂轮电动机均按传统启动电路运行。电动机启动后按照额定转速运转,由于电网电压有一定波动,砂轮工件磨擦负载不断变化,都会影响电动机转速误差,标准砂轮电动机起动电路一般只有一种加工速度,难以适应不同工件大小要求不同加工相对线速度,以至于所加工工件加工精密度很难。因此从提高加工质量加工效率,节约能源等方面考虑,将变频调速技术应用于磨床,可以收到满意效果。机械加工行业所加工产品种类繁多,工件大小尺寸不同,要求加工精度各异。相对要求砂轮转速于主轴线速度不同,单纯调整主轴转速来满足工件加工线速度很难调整到理想状态。又由于轴杆类加工过程所产生应力弯曲,磨削过程会产生砂轮进给力矩不同,这样就带来砂轮输出转速/力矩不同变化,相应会产生振刀纹/烧糊纹等,磨削精度很难,由此造成生产效率低,率低等。随着电力电子技术发展,变频调速技术越来越普及,机械加工行业变频器应用收到很好效果。其中,以变频器无级调速,软启动,恒转矩输出满足了机械加工设备对恒速度/恒转矩要求。
需要用挡铁控制工作台往复运动时,要根据工件磨削长度,准确调好,将挡铁紧牢。更换砂轮时,行外观检查,是否有外伤,再用木锤或木棒敲击,要求声音清脆确无裂纹。安装砂轮时按规定的方法和要求装配,静平衡调试后进行安装,试车,一切正常后,方可使用。工人在工作中要戴好防护眼镜,修整砂轮时要平衡地进行,防止撞击。测量工件、调整或擦拭机床都要在停机后进行。用磁力吸盘时,要将盘面、工件擦净、靠紧、吸牢,必要时可加挡铁,防止工件移位或飞出。要注意装好砂轮防护罩或机床挡板,站位要侧过高速旋转砂轮的正面。
机械加工行业所加工产品种类繁多,工件大小尺寸不同,要求加工精度各异。相对要求砂轮转速于主轴线速度不同,单纯调整主轴转速来满足工件加工线速度很难调整到理想状态。又由于轴杆类加工过程所产生应力弯曲,磨削过程会产生砂轮进给力矩不同,这样就带来砂轮输出转速/力矩不同变化,相应会产生振刀纹/烧糊纹等,磨削精度很难,由此造成生产效率低,率低等。随着电力电子技术发展,变频调速技术越来越普及,机械加工行业变频器应用收到很好效果。其中,以变频器无级调速,软启动,恒转矩输出满足了机械加工设备对恒速度/恒转矩要求。
随着、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。