





产品别名 |
钢盖板 |
面向地区 |
全国 |
扁钢原料的好坏
扁钢是钢格板主要的有些,在整个构造中承担着大的承载。有些生产厂家为了下降生产成本,多赚一些钱,会运用废钢二次加工制成的扁钢。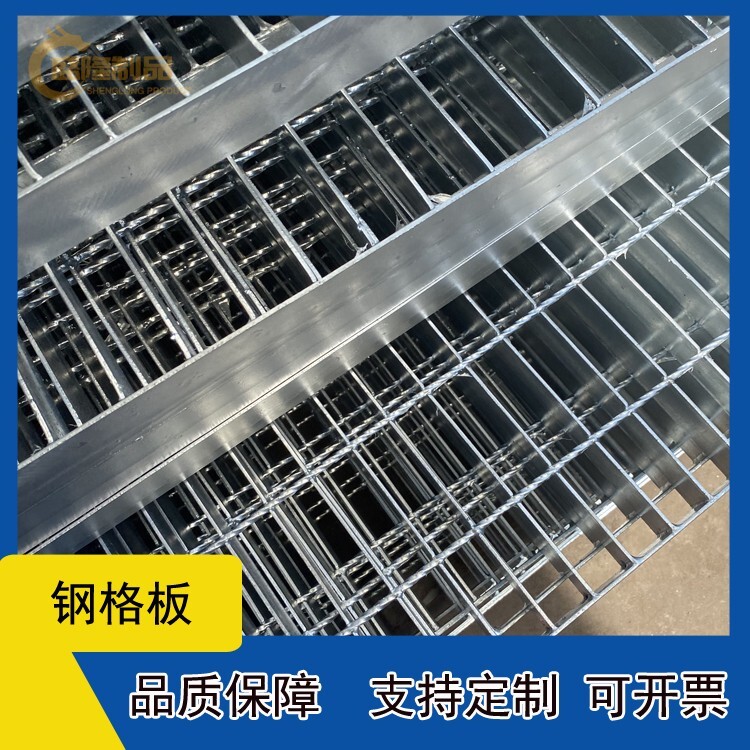
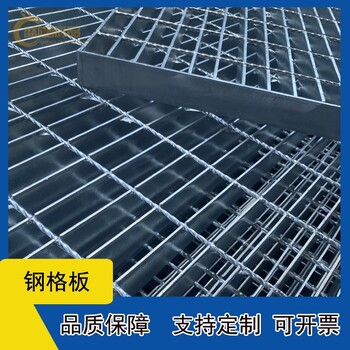
钢格板是用承载扁钢和横杆按照一定的间距进行正交组合,通过焊接或压锁加以固定的开敞式钢构件;横杆一般采用经过扭绞的方钢、也可采用圆钢或扁钢,材质分为碳钢和不锈钢。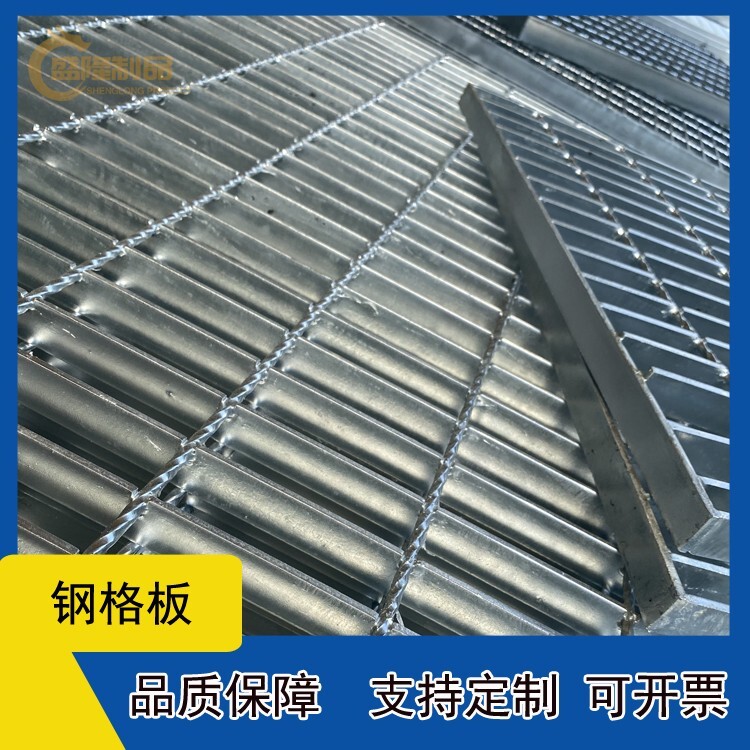
与预制盖板和其它格栅比较,钢格板有如下性:
防滑美观:在承受一定荷载的同时,能够起到一定的防滑作用。提高工作安全性。
节省材料:承受相同荷载条件下省材料的方式,相应地,可减少支承结构的材料。
减少投资:省材料,省人工,省工期,免清洁和维护。
施工简便:在预安装好的支承上用螺栓夹国定或焊接固定,简便易操作。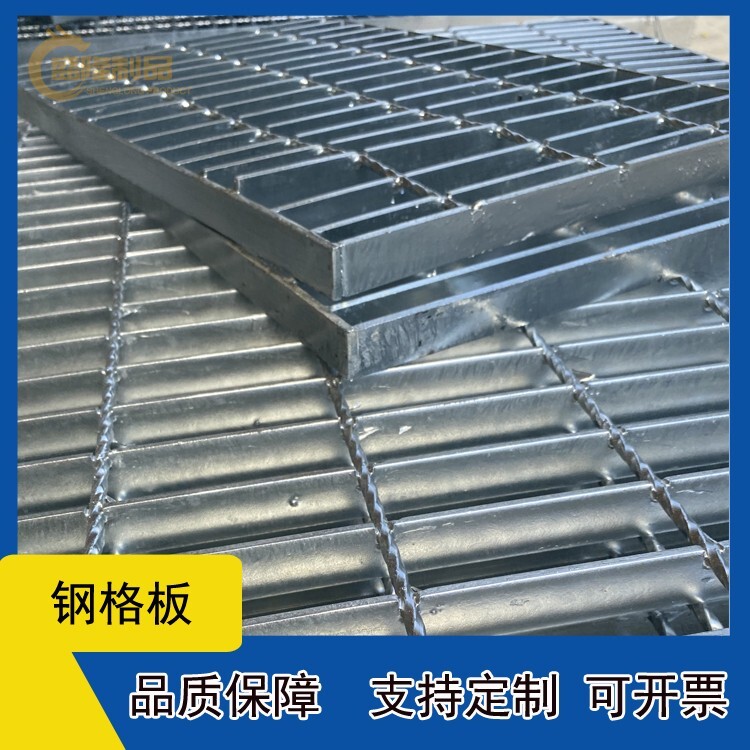
异型钢格板有机器压焊和手工制作两种:机器焊接是采用200吨液压电阻焊自动化压焊机,机械手自动将横杆放在均与排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度的钢格板成品。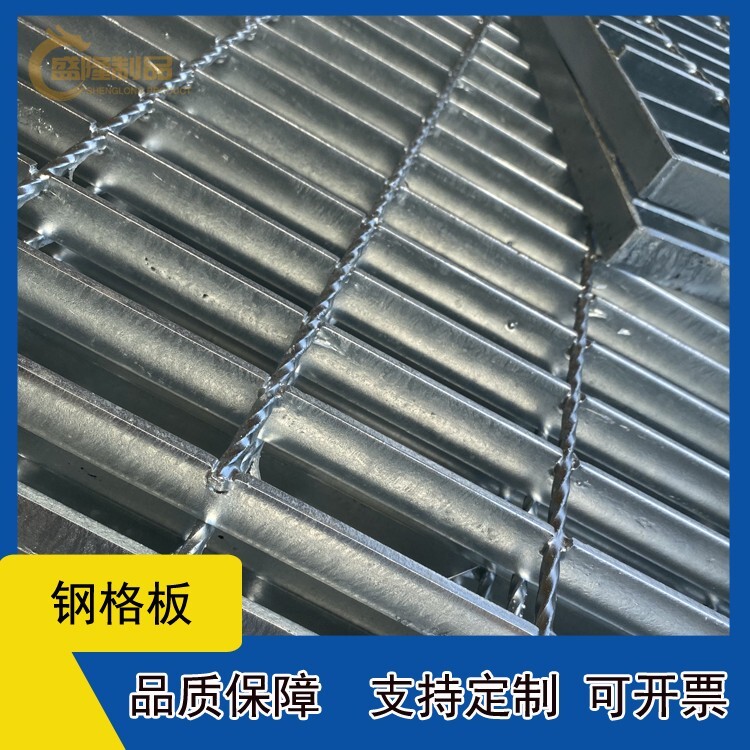
手工制作的钢格板有压锁、焊接、互锁免焊等。手工制作焊接的钢格板是先在扁钢上冲孔或槽口,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,横杆与扁钢每个接触点都进行焊接,横杆密的也可以隔点焊。该生产工艺比较灵活、产品多样化、基本上可以生产全系列钢格板,在重型上有优势;因焊接全部人工手工焊接,容易焊接不牢固、漏焊、假焊,产生假焊和漏焊降低强度。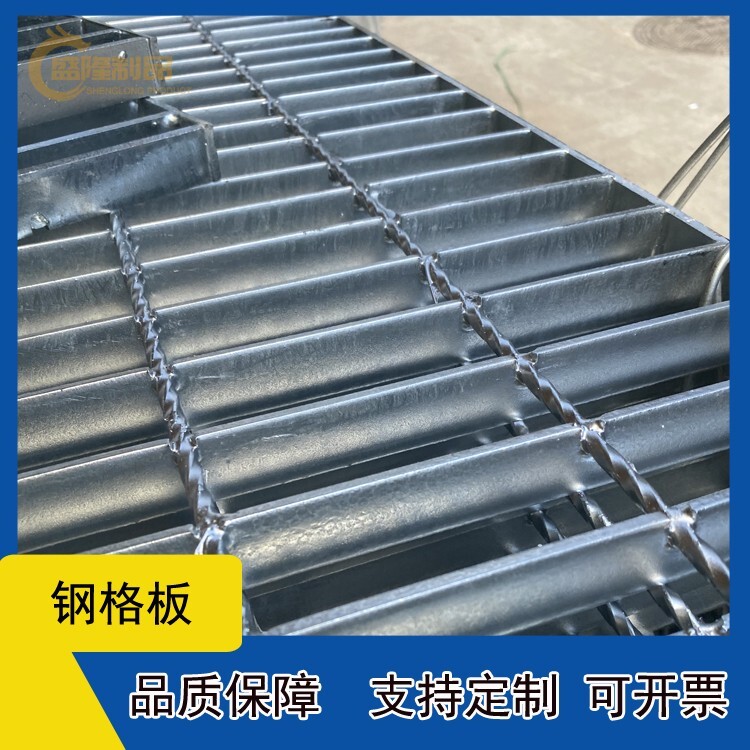
机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度的钢格板。该焊接工艺受设备和电流电压匹配的影响,一般双杆的焊接比单杆的强度高,该焊接工艺还与原料扁钢的高低有关系,扁钢宽度误差大可能影响焊接强度,使强度不一致;该工艺存在的缺陷是假焊和虚焊,假焊和虚焊容易使横杆剥脱。焊接工艺因设备设备的额定容量,截面较大的重型钢格板无法生产。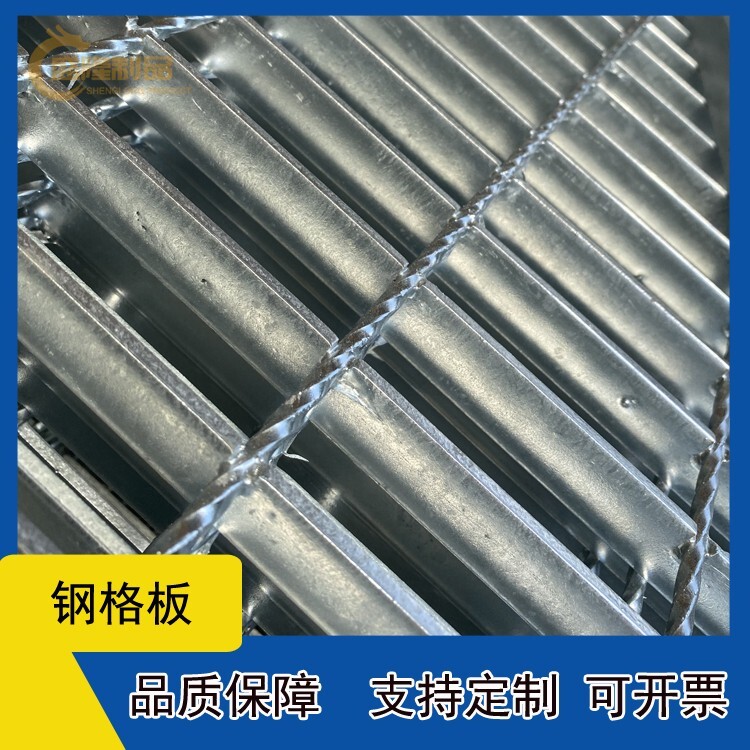
最近来访记录








