





关键词 |
冲压封头模具,定制铅模具,玻璃钢模具维修,smc保险杠模具 |
面向地区 |
全国 |
玻璃钢模具是模压工艺实现的基础,制品表面质量在很大程度上取决于模具的制造精度,良好的制品质量是由的模具质量稳定的。在模具设计过程中要根据制品的具体要求,设计成型零件和模具结构,还要根据制品的需求量,表面质量要求、性能要求等选择适当的材料。孔是塑料和复合材料制品常见的结构,本文在讨论典型孔成型结构的基础上,给出了一种适用于复合材料模压成型的后导入挤压打孔结构。在纤维增强的树脂基复合材料制品中,对于要求不高的孔,通常在模压时,这些孔的成型采用与注射模具相类似的结构,针对孔的结构特点,采用碰穿、插穿、对碰和对插等形式
玻璃钢模压模具会变形的原因有哪些?
一、玻璃钢制品固化时有3%左右的收缩率,如果玻璃钢模具强度不够的话,制品在固化过程中可能会对其产生相应的挤压作用而造成模具变形;
二、玻璃钢模压模具制作时本身也有3%左右的收缩率,固化后尺寸较设计有变形,是很常见的现象,可添加低收缩剂或者干脆加填料降低收缩。
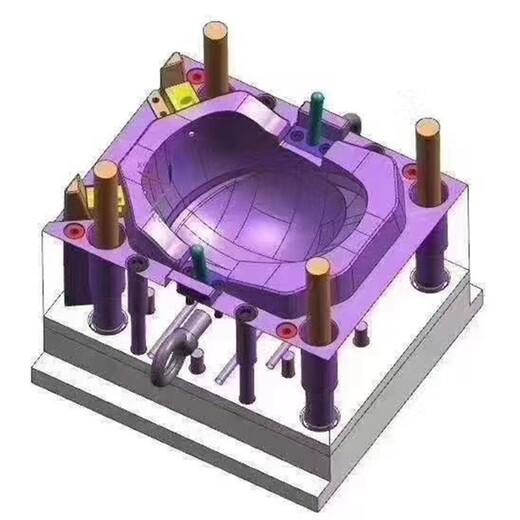
模压成型模具通常使用液压机,模具上下两部分固定在压机上。模具包括型腔型芯,这点和注塑模具相同。试模材料放在打开的模具上,然后关闭压机。设定好的温度和压机产生的压力使原材料融化到模具的型腔。这类模具的试模材料通常为C,BMC,GMT.因此我们也常常称此类模具为C模具,BMC模具,GMT模具。
玻璃钢成型模具制造特点如下:
一、压缩模的型腔和型芯尺寸是由塑件所要求的形状和尺寸精度决定的。由于模具是在加热(60℃-150℃)状态下工作的,故加热时尺寸会胀大,而型腔冷却后,尺寸又会收缩,反复交替,故在制造压缩模时,除按图样尺寸精心加工与制造外,还应当把型腔和型芯的磨损及上述热胀冷缩因素考虑进去,以使模具长期使用时,能确定制品质量。
二、在制造压缩模时,其型芯与型腔应配合加工。经配合加工后,可用石蜡或橡皮泥边修边试修整加工。待检验合格后,再淬硬及修磨。
三、为了便于取出制品,型腔与型芯应该加工出出模斜度。
四、压缩模的上模与下模的位置精度,一般是由导柱、导套导向来确定的。在加工时,导柱、导套安装孔位应一致,配合间隙应适当。成形孔、嵌件孔、型芯固定板上的型芯孔等均应与导柱、导套孔保持相应的位置精度,以使模具装配后,运动灵活。
五、压缩模的成形零件应进行抛光和镀铬,使其表面粗糙度达到0.20μm以上。