关键词 |
河北各行各业五金配件,重庆各行各业五金配件,辽宁各行各业五金配件,河南各行各业五金配件 |
面向地区 |
全国 |
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。由于采用精密模具,工件精度可达微米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。
冲压件冲压是的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产,劳动条件好,生产成本低,一般每分钟可生产数百件。
冲压件冲压主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿一定轮廓线从板料离,同时分离断面的质量要求。冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
冲压件的设计原则:
1、设计的冲压件满足产品使用和技术性能,并能便于组装及修配;
2、设计的冲压件有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁;
3、设计的冲压件形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率;
4、设计的冲压件,在能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、产品质量稳定;
5、设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。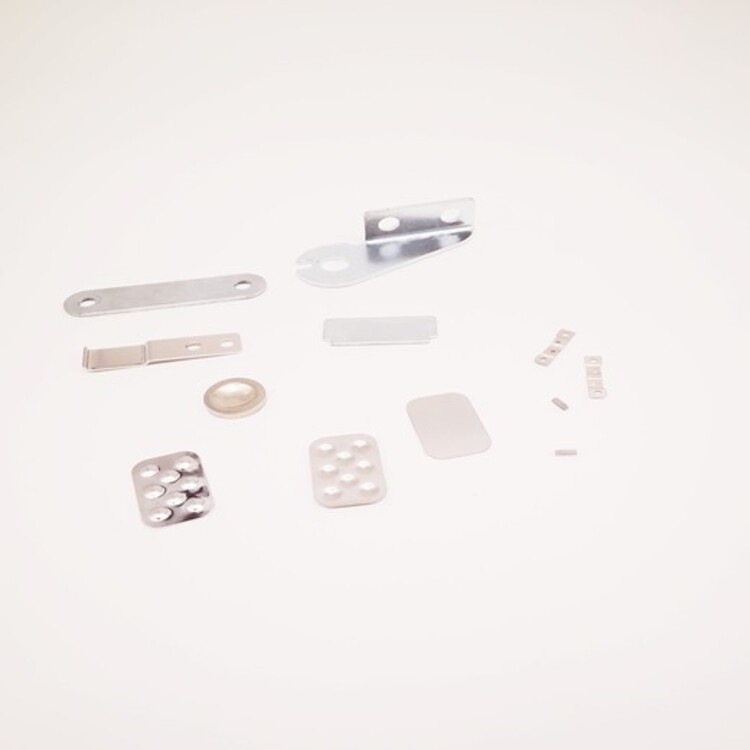
环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。
冲压件加工的一般原则:
1、先加工基准面:零件在加工过程中,作为定位基准的表面应加工出来,以便尽快为后续工序的加工提供精基准。称为“基准”;
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等;
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),应放在工艺路线后阶段进行,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
东莞市首壹五金有限公司成立于2017年,厂房面积500m2, 坐落在东莞市虎门镇,是一家五金产品的设计、开发、制造各式精密连续模、连续拉伸模、五金工程复合模、各类五金冲压件、拉伸件产品的公司。产品应用领域涵盖工业自动化、汽车、3C产品、光伏、医疗、仪器仪表、半导体设备、家用电器等。产品供应国内外多家企业。工厂始终坚持“制造,持续改进,客户满意”的质量管理方针,以倡导“仁爱、诚信、、进取”的企业文化铸就团队,为客户提供良好 产品和服务。
公司设有设计开发部、技术质量部、模具制造部、精密加工部、五金冲压部,公司拥有约20余人的高素质与高水平的管理团队与技术人员,其中模具设计、现场加工人员在冲压模具与冲压产品的设计、制造、管理等方面有着10多年的从业经验。