四川资阳激光淬火修复
-
 山东菏泽高速激光熔覆设备技术
山东菏泽高速激光熔覆设备技术
¥560000
-
 广东深圳激光熔覆设备
广东深圳激光熔覆设备
¥560000
-
 山东济宁激光淬火设备靠谱吗
山东济宁激光淬火设备靠谱吗
¥360000
-
 河北廊坊激光淬火设备怎么样
河北廊坊激光淬火设备怎么样
¥360000
-
 广东深圳高速激光熔覆设备靠谱吗
广东深圳高速激光熔覆设备靠谱吗
¥560000
-
 山东东营激光熔覆设备怎么样
山东东营激光熔覆设备怎么样
¥560000
-
 山东日照激光淬火设备多少钱
山东日照激光淬火设备多少钱
¥360000
-
 山东菏泽激光淬火设备多少钱
山东菏泽激光淬火设备多少钱
¥360000








四川资阳激光淬火修复
产品别名 |
激光淬火 |
面向地区 |
全国 |
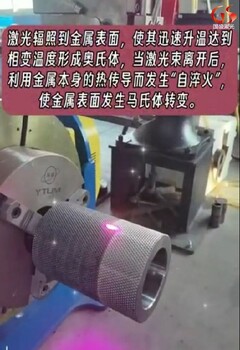
与普通热处理相比,激光淬火技术具有以下特点。
1、加热速度极快,工件热变形极小。由于激光功率密度高,加热速率可达1010℃/s,热影响区小,工件热变形小。
2、冷却速度非常快。在工件有足够质量的前提下,冷却速率可达1023℃/s;不需要冷却介质,通过从表面向内部的热传导进行自冷淬火。
3、工件经激光淬火后,表面获得细小的马氏体组织,具有较高的表面硬度(比普通淬火硬度值高15%~20%)和较高的疲劳强度(表面有残余压应力以上) 4000MPa)。
4、由于激光束的扫描(加热)面积很小,可以加工形状复杂的工件(如小凹槽、盲孔、小孔、薄壁件等)或局部加工加工非常,还可以根据需要对同一零件的不同部位进行不同的处理。
5、不需要加热介质,不会排放气体污染环境,有利于保护环境。
6、节能,且工件表面洁净,处理后无需打磨,可作为工件精加工的后一道工序。
激光表面淬火的大缺点是激光发生器价格昂贵。
由于激光表面淬火的上述优点,虽然研制时间短,但进展快,已成功应用于一些机械产品的生产,如变速箱齿轮、发动机缸套、轴承套圈和导轨等。铁轨等等。
激光淬火的特点以及几种不同的表述方式:
1、加工:通过快速加热(105~106ºC/s)和快速自冷(105 ºC/s)的方式,可以提高扫描速度和生产率,从而取代传统的淬火方式。
2、 淬火质量均匀可控:激光相变硬化相比常规相变硬化具有更高的硬度,可获得极细的硬化层组织。采用大功率的激光器,可以实现硬化层深达2mm。淬火质量可以控制,并且激光相变硬化比常规相变硬化更具有优势,硬化层可以更细,同时采用大功率激光器可以提高硬化层的深度至2mm。
3、加工变形小:由于激光加热速度快,所以热影响区相对较小。这导致相变硬化应力和变形相对较小。
4、淬火区域可选: 可以用于淬火的区域有多种选择,能够对形状较为复杂的零件,以及无法使用其他常规方法进行处理的零件进行硬化处理,例如带有凹槽的零件等。
5、自动化程度高:工艺过程可以通过计算机控制实现自动化,从而实现高自动化程度。这种高自动化程度使得产品生产过程可以纳入自动化流水线中,从而提高生产效率。
6、绿色环保: 激光相变硬化热量传导自冷,无需使用水、油等冷却介质,也无需添加功能合金材料,实现了环保和节能。
采用水溶性淬火冷却介质的汽车零部件一般可以分为以下几类:
1、曲轴:发动机的核心零部件生产工艺要求连续化水平高,普遍应用的是PAG类水溶性淬火冷却介质。
2、小型轴类产品:PAG类水溶性淬火冷却介质可用于各种小轴类产品,包括半轴、连杆、半轴套管、转向节、转向球头、转向臂和转向接口等。这种淬火介质可以应用于各种不同结构简单或复杂的产品。但是,建议在使用前进行具体试验。
3、对于需要进行渗碳淬火处理的工件,我们需要进行以下步骤:
(1)需要将工件进行预热处理,以确保工件表面温度达到所需温度。
(2)我们需要将工件与加热介质接触,以便工件表面能够均匀地吸收加热介质。
(3)需要控制加热温度和时间,以确保工件表面能够均匀地淬火处理。
(4)需要对淬火后的工件进行冷却处理,以使其表面达到所需的硬度和韧性。
因此,淬火处理的工件需要进行预热、与加热介质接触、控制加热温度和时间,并对淬火后的工件进行冷却处理。
许多汽车零部件需要进行渗碳或碳氮共渗处理,以增强其耐磨性和提高抗疲劳强度。通常使用的材质包括20Cr、20CrMnTi和20CrMnMo,它们通常使用淬火油作为冷却介质。
4、感应热处理工件: 这些工件(曲轴、半轴、花键轴、传动轴等)都需要进行感应热处理。为了满足热处理的要求,通常会使用PAG水溶性淬火冷却介质。
在使用PAG水溶性淬火冷却介质之前,需要检查介质浓度。一般情况下,介质浓度的变化范围应该在设定使用值的±1%之内。此外,还需要对淬火冷却介质进行充分的搅拌。通过利用空气中的氧气,可以有效地杀灭细菌,从而防止或尽量减少各种污染的出现。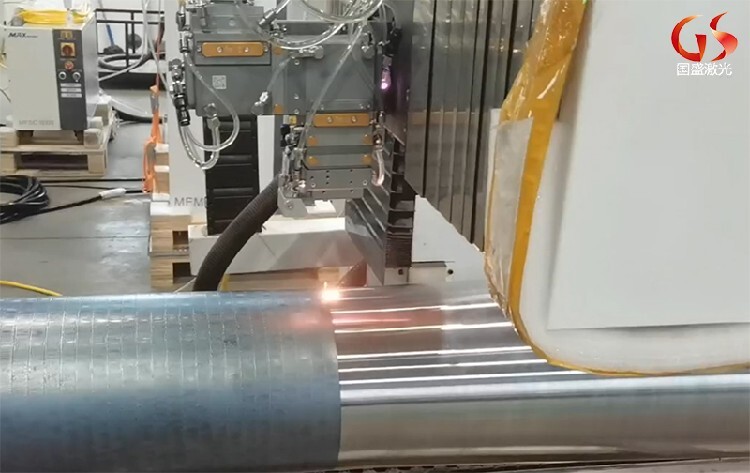
激光淬火技术在钢材上的应用:
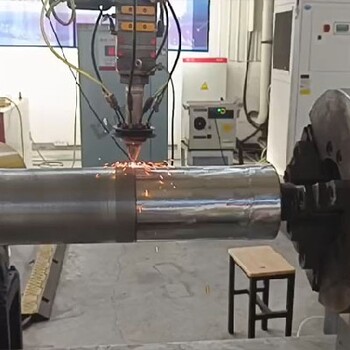
激光淬火具有柔性灵活、质量稳定、定位准确、工件变形小、应力低等特点,适用于机械制造、冶金、煤矿、石油、石化、兵器、航空航天等领域。激光淬火深度一般为0.8~1.0mm,硬度比传统淬火高2~3HRC。国盛激光研发的激光淬火设备淬硬层深度可达2mm。例如大型阀座淬火深度为1-3mm。 75CrMo轧辊淬火深度为2mm,硬度由HS40提高到HS85,使用寿命提高6倍。汽轮机叶片三维曲面激光硬化层深度、硬度均匀,0.2~0.8mm可控,硬度HV400~490可控。瓦楞辊经激光淬火后使用寿命提高5倍。
西安国盛激光淬火设备采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。现在又研发出了八轴淬火设备和移动式激光淬火设备,更方便了不能移动式工件的加工修复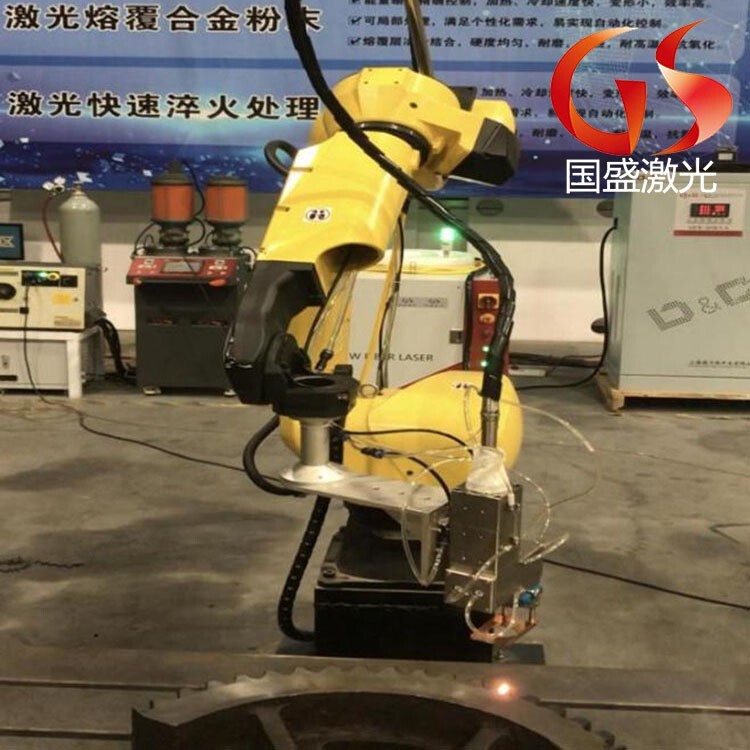
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。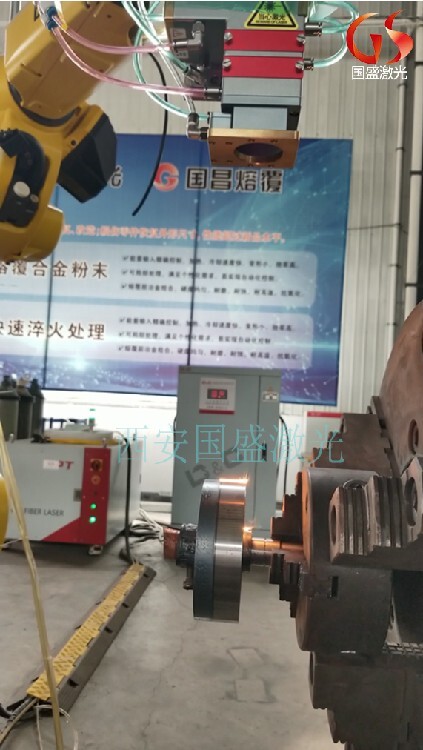
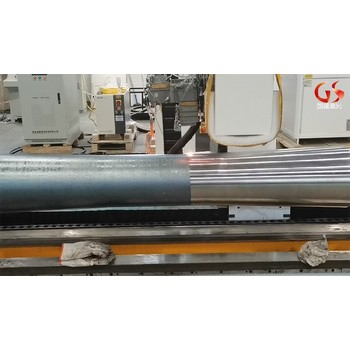
轮盘是一种的机械设备,广泛应用于汽车、航空航天、石油化工等领域。然而,轮盘在长期使用过程中,由于受到高温、高压、腐蚀等因素的影响,容易出现变形、磨损、裂纹等问题,影响其正常使用和精度。因此,轮盘修复成为了一个重要的技术问题。
轮盘修复的主要目的是恢复其形状和尺寸精度,同时提高其表面硬度和耐磨性。修复过程中需要考虑到轮盘的材料、结构、使用要求等因素,选择合适的修复方法和材料。
一般来说,轮盘修复可以分为以下几个步骤:
一、准备工作
在修复前,需要对轮盘进行全面的检查和测量,了解其材料、结构、使用要求等信息。同时,需要准备好修复所需的设备和材料,如磨床、铣床、车床、砂轮、修复剂等。
二、表面处理
表面处理是轮盘修复的重要步骤之一,包括除油、除锈、粗化等操作。在表面处理时,需要使用的清洗剂和粗化剂,将轮盘表面的油污、锈迹、氧化皮等杂质去除,同时使表面粗化,提高修复层的附着力。
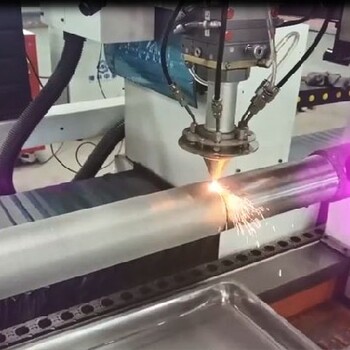
三、激光淬火修复
激光淬火修复是一种的加工技术,可以显著提高轮盘的硬度和耐磨性,从而延长其使用寿命。
1、激光淬火轮盘加工的基本原理
激光淬火加工是一种利用高能激光束照射轮盘表面,使其快速吸收热量并迅速冷却的加工方法。在激光束的照射下,轮盘表面材料迅速加热并达到熔点,然后快速冷却,从而实现淬火效果。这种加工方法可以实现局部淬火,使轮盘的硬度和耐磨性得到显著提高。
2、激光淬火轮盘加工的优点
(1) 、提高轮盘的硬度和耐磨性:激光淬火轮盘加工可以实现局部淬火,使轮盘的硬度和耐磨性得到显著提高,从而延长其使用寿命。
(2) 、降低成本:相比传统的淬火方法,激光淬火轮盘加工不需要使用冷却介质,因此可以降低成本。
(3) 、减少变形:传统的淬火方法可能会导致轮盘变形,而激光淬火轮盘加工可以控制热量的输入和分布,从而减少变形。
(4) 、快速加工:激光淬火轮盘加工具有快速、的优点,可以在短时间内完成轮盘的加工。
(5)、 环保:激光淬火轮盘加工不需要使用任何化学物质或冷却介质,因此不会对环境造成污染。
激光淬火修复是轮盘修复的核心步骤,需要根据轮盘的实际情况选择合适的修复方法和材料。激光淬火在修复施工过程中,需要控制好温度、湿度、压力等参数,确保修复质量和精度。
四、后处理
后处理是轮盘修复的后一步,包括修整、抛光、检验等操作。在后处理过程中,需要使用的修整工具和抛光剂,将修复部位修整光滑,同时对修复部位进行检测和验证,确保其符合使用要求。
轮盘修复是一项技术性很强的工作,需要的技术人员和设备支持。在修复过程中,需要注意安全和环保问题,避免出现意外事故和污染环境的情况。同时,对于不同的轮盘和修复要求,需要选择合适的修复方法和材料,确保修复质量和效果。

西安国盛激光科技有限公司
西安国盛激光科技有限公司成立于2015年(旗下全资子公司陕西国昌熔覆激光科技有限公司),公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,的交付周期,灵活的技术服务,..……